

По запросу вышлем техническое описание и предложение.
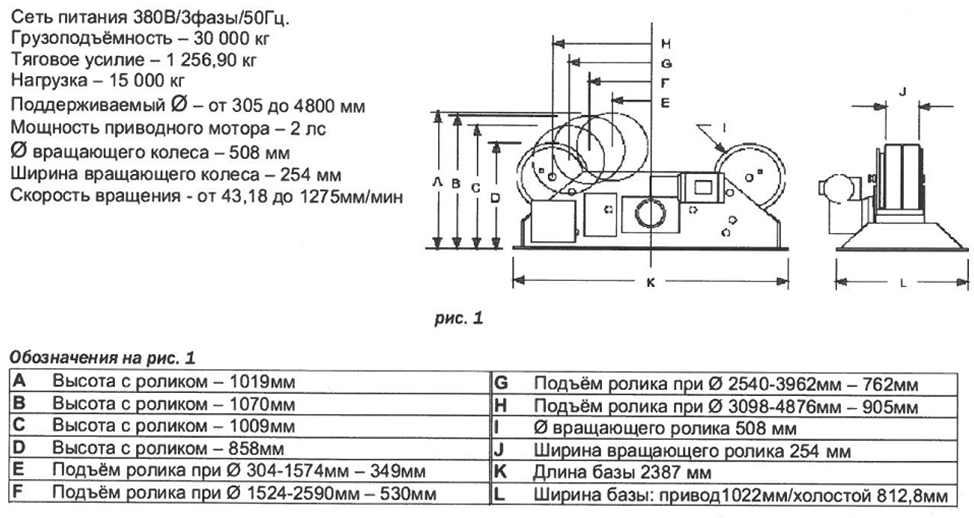
Вращающиеся роликоопоры ММ-30/15-T
Роликоопоры ММ-30/15-T имеют грузоподъемность 30 тонн, поддерживают центральную ось вращения, перенастраиваются под изделия диаметром от 305 до 4800мм, вращают изделие со скоростью от 43 до 1275 мм/мин. Конструкция роликоопор позволяет вести работу на меньшей площади, в отличие от опор других производителей той же грузоподъемности. Роликоопоры имеют дистанционный пульт управления с кабелем 6,5м «вперед/стоп/назад/сварка/ускорение» и регулятором скорости.
Колонна Сварочная WC1100
Колонна сварочная имеет габариты (3,4м Х 4,0м), смонтирована на приводной рельсовой платформе. Колонна оснащена тремя направляющими на подшипниковом ходу, платформа на которой смонтирована колонна, снабжена амортизатором на каждое из колес, это позволяет исключить эффект «клювка» и позволяет производить сварку ходом колонны, тем самым выгодно отличает колонну от аналогичных колонн других производителей (возможно дооснащение двухдуговым токоподводом для сварки в узко-щелевую разделку).
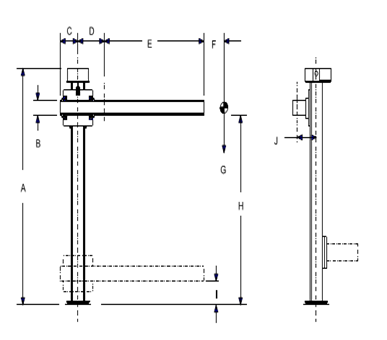
| A | Высота колонны | 4575 мм |
| C | Мин. радиус клиренс поворота | 490 мм |
| E | Эффективный вылет консоли | 4000 мм |
| G | Нагрузка на торец консоли / Макс. нагрузка | 1000 кг |
| H | Макс. высота подъема | 3378 мм |
| I | Мин. высота подъема | 429 мм |
Опциональная сварочная часть. Спецификация №1.
Источник сварочного тока Power Wave AC/DC 1000 позволяет вести сварку под флюсом с управляемой эпюрой сварочного тока. Вы можете выбрать сварочный режим как с жесткой, так и с падающей ВАХ, а также установить требуемую частоту и амплитуду. Программно-управляемая сварка на переменном токе, на прямой или обратной полярности позволяет точно регулировать величину наплавки и глубину проплавления. По сравнению с традиционными источниками сварочного тока увеличивается скорость ведения шва, улучшается качество сварного соединения, повышается повторяемость и увеличивается производительность — как при сварке одной дугой, так и в многодуговых конфигурациях. Даже в базовых конфигурациях повышение эффективности источника по сравнению с традиционными источниками составляет не менее 40%.
Блок управления MAXsa 10 и головка MAXsa 22 являются частью системы на базе сварочного источника Power Wave AC/DC 1000 SD, в которой одновременно реализованы функции управления сварочными процессами на переменном и постоянном токе (AC/DC), что значительно облегчает создание комплексов автоматизированной сварки, их адаптацию и быструю переналадку в реальных условиях производства.
Преимущества
• Универсальная система настройки опций на цифровом дисплее облегчает настройку сварочной системы, с сохранением всех параметров сварки, что делает эксплуатацию максимально эффективной.
• Запатентованная Линкольн технология Waveform Control Technology обеспечивает возможность выбора формы тока в соответствии с задачей.
• Понятный интерфейс, два цифровых табло, восемь ячеек памяти для хранения сварочных параметров, возможность переключаться между режимами в процессе сварки. Регулировка параметров начала/окончания сварки (strike/start/end), управление движением (travel start/stop), таймер.
• Данный комплект — лучшее решение для создания многодуговых систем и сварки расщепленной дугой.
• Узел подачи проволоки позволяет осуществлять сварку проволокой диаметром до 5,6мм и проволоками малого диаметра со скоростями до 11,43 м/мин.
• Устойчивый к неблагоприятным условиям эксплуатации комплект: может устанавливаться на открытом воздухе. Класс защиты IP23.
• Блок управления может находиться на расстоянии от источника до 30м.
• Соответствует требованиям стандартов IEC974-1, СЕ и ГОСТ.
Опциональная сварочная часть. Спецификация №2.
Блок управления и сварочная головка NA-5.
Автоматическая сварка под слоем флюса и открытой дугой на жесткой вольтамперной характеристике. Надежная высокопроизводительная сварочная головка, может устанавливаться в различных сварочных системах в том числе и на комплексные автоматические установки. Блок протяжки оснащен редуктором высокой мощности и правильным устройством проволоки, закрепляется на основаниях с возможностью регулировки относительно детали. Блок управления может быть размещен на необходимом расстоянии ограниченном условиями сварки и длинной кабелей. Оснащен цифровым индикатором сварочных параметров. Сконструирован таким образом, органы предварительной настройки и управления располагаются под лицевой панелью.
Регулировки: сварочный ток (скорость подачи), напряжение дуги, холодная подача проволоки, заварка кратера, установка начальных значений тока и напряжения, время отжига электрода. Положение и угол наклона к детали. Установка времени сварки.
Источник сварочного тока DC-1000
Автоматическая сварка под слоем флюса на токах до 1000 ампер.
Источник сварочного тока, трансформаторного типа с тиристорным управлением. Универсальная модель, с жесткой и подающей внешней характеристикой. Оборудован аналоговым вольтметром и амперметром. Оснащен схемой стабилизации напряжения, обеспечивающей постоянство сварочных параметров при колебаниях напряжения в сети в пределах 10%. Может использоваться со сварочным трактором LT-7 и автоматическими головками NA-3 и NA-5 Lincoln Electric.
Потенциометр плавной регулировки выходной мощности, переключатель режима работы для выбора характеристик.
Опциональная система управления. Усовершенствованный программируемый блок – АРС
Подключаемый усовершенствованный программируемый блок управления (Advanced Programming Control - АРС или программируемый подключаемый контроллер – далее АРС) управляет различными автоматическими функциями слежения по стыку. Эти функции требуются для высокомеханизированных сварочных процессов ведения по стыку, которые в свою очередь требуют автоматического пуска и остановки сварочного цикла. Эти функции перечислены и описаны ниже.
- «Временной цикл» («Timed Cycle Function»)
- «Автоматическая остановка» («Auto Cutoff Function»)
- «Выключенная автоматическая блокировка» («Switched Auto Disable»)
- «Остановка для обхода прихваточной сварки» («Tack Cutoff»)
Подключаемый программируемый блок управления (далее АРС) может быть запрограммирован для выполнения функций либо временного (Timed Cycle) сварочного цикла, либо сварочного цикла с автоматической остановкой (Auto Cutoff). Эти действия АРС может выполнять либо самостоятельно, либо в комбинации с функциями блокировки горизонтальной/вертикальной оси или с функциями, связанными с прихваточной сваркой. Дополнительно к этим основным функциям имеются специальные функции, которые увеличивают степень автоматизации или предоставляют пользователю большие возможности при различных видах сварки:
• Поиск по оси Z (Z Search Feature)
• Блокировка времени (Lockout Time)
• Время заварки кратера (Crater Fill Time)
• Время заварки кратера (Crater Fill Time)
• Задержка повторного ведения по стыку (Horizontal Retract Delay)
• Многосистемная синхронизация (Multi System Synchronization)
• Дистанционное управление вводом/выводом (Remote Input/Output Control)
• Автоматическое отключение ведения по боковой стороне стыка при нулевом положении (Automatic Sidetrack Disable at Null)
• Задержка обнаружения по вертикальной оси (Vertical Search Delay)
Опциональная система видеонаблюдения
1. Камера с регулируемым фокусным расстоянием
2. Подсветка с гибкой настройкой
3. Цветной монитор промышленного исполнения
Система позволяет производить сварку с визуальным контролем на мониторе, при необходимости оператор корректирует положение электрода и параметры сварки.


